Select a different country or region to see specific content for your location.
Spar Caps for wind turbines
Spar Caps for wind turbines
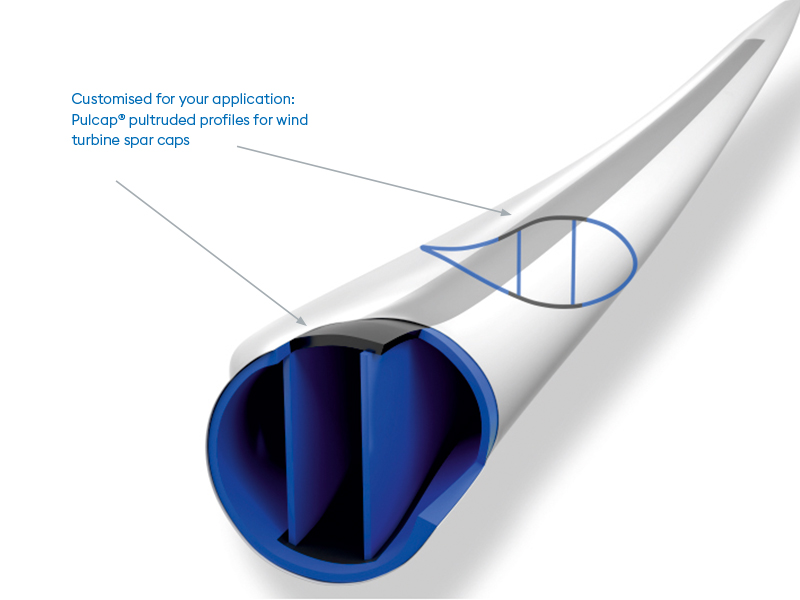
Pulcap® pultuded profiles for spar caps
Strengthen your rotor blades for wind turbines
Together with the ribs, the two spar caps in the rotor blade shells are, one might say, the skeleton of each and every rotor blade of a wind turbine. They must be able to withstand very high loads for the operational life of the turbine. Therefore it is essential to deliver high component quality and to ensure that the best possible properties of the mix of fibres and matrix are achieved.
We offer you Pulcap® pultruded profiles for spar caps with
- different fibre reinforcements
- resin matrices
- and cross-sections.
+
Customised for your application: we manufacture pultruded profiles for wind turbine spar caps
Production process
Our Pulcap® profiles are manufactured using the pultrusion process. The continuous process enables the manufacture of almost endless profiles with a consistently high quality. In the pultrusion process, reinforcement fibres are pulled very straight in tension, which largely reduces the occurrence of fibre undulations and therefore inconsistency in fibre orientation that frequently occurs in other manufacturing processes.
Your advantages
Material
Fibre reinforcements
- Glass fibre reinforcement
- Carbon fibre reinforcement
Resin systems
- Epoxy resin
- Vinyl ester resin
- Polyurethane resin
- UV-curing resins, depending on the profile cross-section
Cross-sections
- Reinforcement with glass or carbon fibres possible
- Various cross-sections: width up to 200 mm, wall thickness 1.2 to 5 mm

+
Consistently high quality: our Pulcap® pultruded profiles for spar caps offer high mechanical properties, lower the manufacturing risk and shorten the mould occupancy time.
Peel ply
Pulcap® pultruded profiles for spar caps are also available with a peel ply on request,
so no need to roughen the surface, e. g. by sand blasting, before fitting the profiles.

+
On demand: We also offer Pulcap® profiles for spar caps with peel ply (left) and without peel ply on request
Technical data
| Test method | Dimensional unit | Pulcap® CFE | |
|---|---|---|---|
| Density | DIN EN ISO 1183 | g/cm3 | 1,6 |
| Fibre volume content | DIN EN 2564 | % | 60-70 |
| Tensile Modulus 0° | DIN EN ISO 527-5A | GPa | 130-160 |
| Compressive Modulus 0° | DIN EN 2850 | GPa | 130-150 |
| Compressive Strenght 0° | DIN EN 2850 | MPa | 1100-1400 |
| Compressive Strain | DIN EN 2850 | % | 1,0-1,3 |
| Bending Modulus 0° | DIN EN ISO 14125 | GPa | 130-160 |
The figures given above are mean values obtained through continuous statistical checks and tests. They are provided as an indicator of quality only and do not establish any warranty unless and until expressly agreed in a purchase contract.




