Select a different country or region to see specific content for your location.
리브(ribs)와 함께 로터 블레이드 쉘의 스파 캡 두 개는 풍력 터빈 로터 블레이드의 골격이라고 말할 수 있습니다. 이러한 부품은 터빈의 가동 수명 동안 매우 높은 하중을 견딜 수 있어야 합니다. 따라서 높은 품질의 부품을 제공하고, 가능한 최고의 섬유 및 매트릭스 혼합 특성을 보장하는 것이 중요합니다.
당사는 다음을 포함한 스파 캡용 인발 성형 프로파일Pulcap®을 제공합니다.
- 다양한 섬유 보강
- 수지 매트릭스
- 및 단면.
+
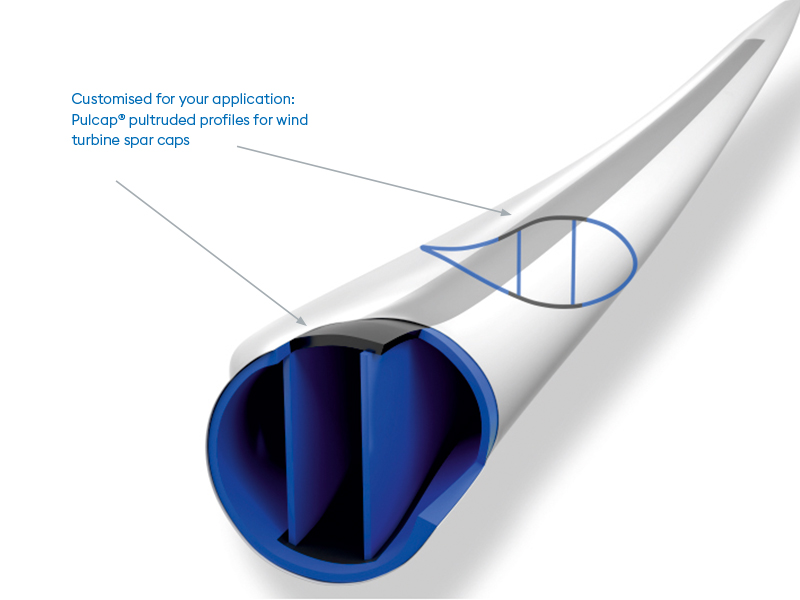
고객의 적용 분야에 따른 맞춤 제작: 풍력 터빈 스파 캡용 인발 성형 프로파일 제조
소재
섬유 강화
- 유리 섬유 보강
- 탄소 섬유 보강
수지 시스템
- 에폭시 수지
- 비닐 에스터 수지
- 폴리우레탄 수지
- 프로파일 단면에 따른 UV 경화 수지
단면
- 유리 또는 탄소 섬유로 보강 가능
- 다양한 단면: 최대 너비 200mm, 벽 두께 1.2 ~ 5mm

+
일관된 높은 품질: 당사의 Pulcap® 스파 캡용 인발 성형 프로파일은 높은 기계적 특성을 제공하고 제조 리스크를 낮추며 금형 점유 시간을 단축합니다.
필 플라이(Peel ply)
Pulcap® 인장 성형 프로파일은 요청 시 필 플라이를 함께 제공할 수 있어
표면을 거칠게 가공할 필요가 없습니다(예: 프로파일을 피팅하기 전에 샌드 블라스팅을 할 필요가 없음).

+
주문형 생산: 요청 시 필 플라이가 있는 스파 캡(왼쪽)용 Pulcap® 프로파일과 필 플라이가 없는 스파 캡용 프로파일도 제공




