Select a different country or region to see specific content for your location.
リブとともに、ローターブレードシェルの 2つのスパーキャップは、風力タービンのローターブレードの骨格とも言えるでしょう。タービンの稼働寿命のために非常に高い負荷に耐える必要があります。したがって、高品質のコンポーネントを提供し、繊維とマトリックスの混合物で可能な限り最高の特性を備えることが不可欠です。
当社はスパーキャップ用のPulcap®引抜成形プロファイルと
- さまざまな繊維強化
- 樹脂マトリックス
- および断面を提供しています。
+
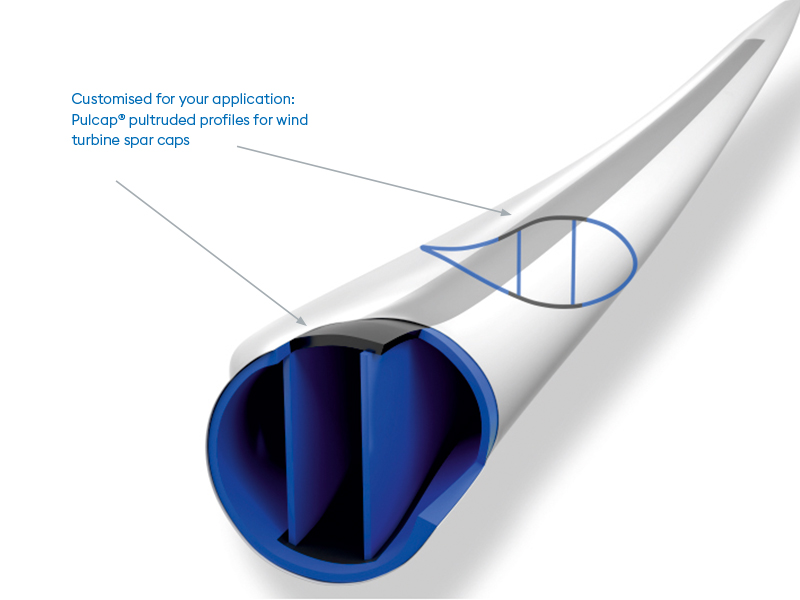
お客様の用途に合わせてカスタマイズ: 当社は風力タービンのスパーキャップ用に引抜成形プロファイルを製造しています
素材
繊維強化材
- ガラス繊維強化
- 炭素繊維強化
樹脂システム
- エポキシ樹脂
- ビニルエステル樹脂
- ポリウレタン樹脂
- UV 硬化性樹脂、プロファイルの断面による
断面
- ガラスまたは炭素繊維による強化が可能
- 様々な断面: 幅最大 200 mm、壁厚 1.2 〜 5 mm

+
一貫した高い品質: Pulcap®のスパーキャップ用引抜成形プロファイルは、優れた機械特性を提供し、製造リスクを軽減し、金型占有時間を短縮します。
剥離層
Pulcap® のスパーキャップ用引抜成形プロファイルは、ご要望に応じて剥離層付きでご利用いただけるため、
プロファイルを取り付ける前にサンドブラストなどで表面を粗くする必要はありません。

+
オンデマンド: スパーキャップ用 Pulcap® プロファイルは、ご要望に応じて剥離層付き(左)、剥離層なしをご用意しております。




